Cooldown warp occurs when the 3D printed pet cools too quickly, causing uneven contraction and distortion in the model's shape. Shrinkage warp results from the material contracting as it solidifies, leading to dimensional inaccuracies and surface imperfections. Managing temperature control and selecting appropriate filament types help minimize both cooldown and shrinkage warps in 3D printed pets.
Table of Comparison
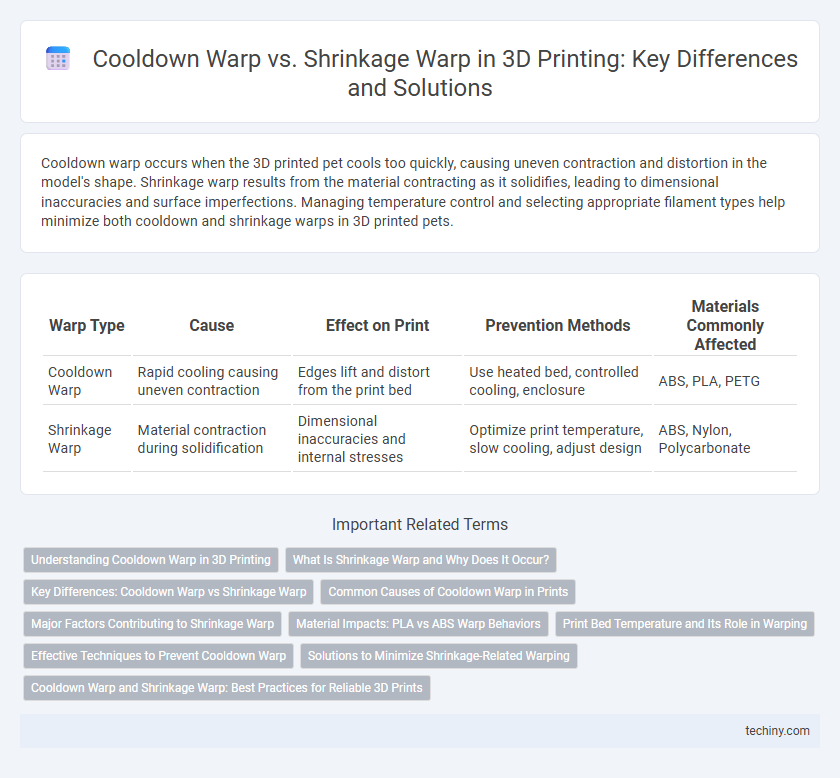
| Warp Type | Cause | Effect on Print | Prevention Methods | Materials Commonly Affected |
|---|---|---|---|---|
| Cooldown Warp | Rapid cooling causing uneven contraction | Edges lift and distort from the print bed | Use heated bed, controlled cooling, enclosure | ABS, PLA, PETG |
| Shrinkage Warp | Material contraction during solidification | Dimensional inaccuracies and internal stresses | Optimize print temperature, slow cooling, adjust design | ABS, Nylon, Polycarbonate |
Understanding Cooldown Warp in 3D Printing
Cooldown warp in 3D printing occurs as printed layers cool unevenly, causing differential contraction that leads to warping, particularly on larger flat surfaces. Unlike shrinkage warp, which is a result of material contraction during solidification, cooldown warp primarily stems from rapid temperature drops and poor thermal regulation. Managing bed temperature and ambient conditions effectively minimizes cooldown warp, ensuring better dimensional accuracy and adhesion in 3D printed parts.
What Is Shrinkage Warp and Why Does It Occur?
Shrinkage warp in 3D printing occurs due to uneven contraction of printed layers as the material cools, causing distortions in the final object's geometry. This phenomenon is primarily caused by differences in thermal contraction rates between the deposited filament and the surrounding environment, leading to internal stresses. Shrinkage warp is particularly common in materials like ABS, where high cooling rates and poor bed adhesion exacerbate dimensional inaccuracies.
Key Differences: Cooldown Warp vs Shrinkage Warp
Cooldown warp occurs when rapid temperature drops cause uneven contraction in printed layers, leading to distortions primarily at the print edges. Shrinkage warp results from material contraction during solidification, affecting the entire print and often causing dimensional inaccuracies. Understanding these differences aids in selecting proper temperature control and material settings to minimize warping in 3D printing.
Common Causes of Cooldown Warp in Prints
Cooldown warp in 3D prints commonly occurs due to uneven cooling rates, particularly when the print's top layers cool faster than the lower layers, causing contraction and deformation. Insufficient bed adhesion and rapid temperature drops in the printing environment exacerbate this issue by promoting layer separation and curling at the edges. Materials like ABS are especially prone to cooldown warp due to their high thermal contraction rates during cooling.
Major Factors Contributing to Shrinkage Warp
Shrinkage warp in 3D printing primarily results from the uneven cooling and solidification of thermoplastic materials, causing differential contraction across the printed layers. Major factors contributing to shrinkage warp include the type of filament used, with materials like ABS exhibiting higher shrinkage rates due to their thermal properties, and the printing environment's temperature stability, which affects the cooling rate of the part. Additionally, insufficient bed adhesion and suboptimal print settings such as layer height and printing speed exacerbate the shrinkage warp phenomenon by inducing internal stresses during solidification.
Material Impacts: PLA vs ABS Warp Behaviors
PLA exhibits minimal cooldown warp due to its low thermal contraction, making it less prone to deformation during cooling compared to ABS, which experiences significant shrinkage warp because of its higher thermal contraction rate. ABS tends to contract unevenly upon cooling, causing parts to warp and detach from the print bed, whereas PLA's stable cooling reduces internal stresses and maintains dimensional accuracy. Choosing PLA over ABS can mitigate warping issues in 3D printing, especially for parts requiring precise geometries and minimal post-processing.
Print Bed Temperature and Its Role in Warping
Print bed temperature plays a crucial role in minimizing both cooldown warp and shrinkage warp during 3D printing by maintaining consistent adhesion between the print and the bed throughout the printing process. Cooldown warp occurs as the material contracts unevenly while cooling, which can be mitigated by keeping the print bed heated to reduce thermal gradients. Shrinkage warp arises from differential material shrinkage, and a properly controlled print bed temperature helps maintain uniform cooling rates, reducing the likelihood of warping and improving overall print quality.
Effective Techniques to Prevent Cooldown Warp
Cooldown warp in 3D printing occurs as the material contracts unevenly while cooling, causing parts to deform or lift from the build plate. Effective techniques to prevent cooldown warp include maintaining a heated bed temperature tailored to the filament type, using enclosure chambers to stabilize ambient temperature, and employing brim or raft adhesion methods to anchor the print securely. Precise control over cooling rates and uniform heat distribution significantly minimizes internal stresses that lead to warping during the cooldown phase.
Solutions to Minimize Shrinkage-Related Warping
Minimizing shrinkage-related warping in 3D printing involves optimizing bed temperature, using heated build chambers, and selecting materials with low shrinkage rates like PLA or PETG. Implementing proper cooling strategies such as gradual cooling and controlled ambient temperature reduces uneven contraction and distortion. Additionally, designing models with uniform wall thickness and incorporating fillets at sharp corners helps distribute stresses, further mitigating shrinkage warp.
Cooldown Warp and Shrinkage Warp: Best Practices for Reliable 3D Prints
Cooldown warp occurs when uneven cooling rates cause parts of a 3D print to contract at different speeds, leading to distortion and loss of dimensional accuracy. Shrinkage warp results from the inherent material contraction during solidification, which must be compensated through precise calibration and material choice. Ensuring uniform cooling environments, using heated beds, and selecting appropriate filament types are best practices to minimize both cooldown and shrinkage warps for consistent, high-quality 3D prints.
Cooldown Warp vs Shrinkage Warp Infographic