Overhangs in 3D printing require support structures to prevent sagging when the angle exceeds a certain threshold, while bridges span open spaces without support by relying on precise cooling and printing speed. Achieving clean overhangs demands careful calibration of printer settings, whereas successful bridging depends on balancing extrusion flow and cooling to minimize drooping. Mastering both techniques enhances the structural integrity and surface quality of intricate pet-related 3D prints.
Table of Comparison
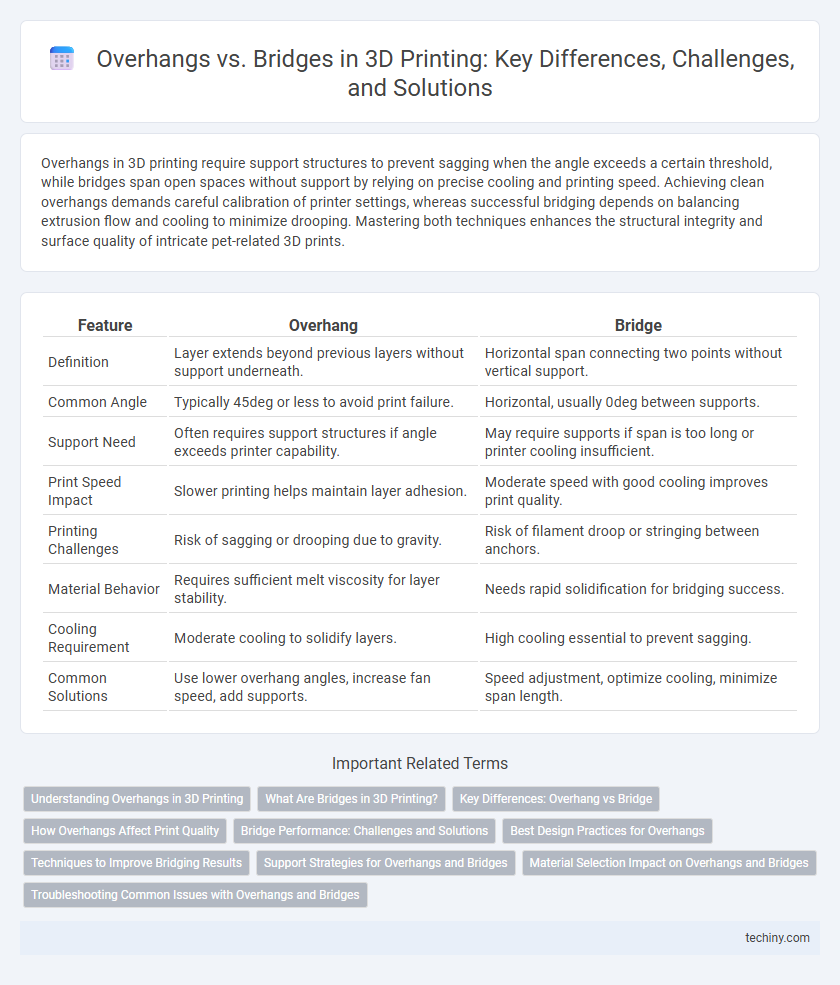
| Feature | Overhang | Bridge |
|---|---|---|
| Definition | Layer extends beyond previous layers without support underneath. | Horizontal span connecting two points without vertical support. |
| Common Angle | Typically 45deg or less to avoid print failure. | Horizontal, usually 0deg between supports. |
| Support Need | Often requires support structures if angle exceeds printer capability. | May require supports if span is too long or printer cooling insufficient. |
| Print Speed Impact | Slower printing helps maintain layer adhesion. | Moderate speed with good cooling improves print quality. |
| Printing Challenges | Risk of sagging or drooping due to gravity. | Risk of filament droop or stringing between anchors. |
| Material Behavior | Requires sufficient melt viscosity for layer stability. | Needs rapid solidification for bridging success. |
| Cooling Requirement | Moderate cooling to solidify layers. | High cooling essential to prevent sagging. |
| Common Solutions | Use lower overhang angles, increase fan speed, add supports. | Speed adjustment, optimize cooling, minimize span length. |
Understanding Overhangs in 3D Printing
Overhangs in 3D printing refer to sections of a model that extend outward from the previous layer without direct support beneath, requiring precise cooling and printing speed adjustments to prevent sagging or deformation. Understanding overhang angles, typically up to 45 degrees for most printers, is crucial for achieving high-quality prints without the need for excessive support structures. Effective management of overhangs enhances surface finish and reduces material use, differentiating it from bridging where the filament spans gaps horizontally.
What Are Bridges in 3D Printing?
Bridges in 3D printing refer to the horizontal structures printed between two unsupported points, allowing material to span gaps without sagging. Unlike overhangs, which extend outward without substrate support, bridges rely on carefully controlled extrusion speed and cooling to maintain shape and prevent drooping. Successful bridge printing depends on printer calibration, filament type, and optimal layer cooling to achieve clean, stable spans.
Key Differences: Overhang vs Bridge
Overhangs in 3D printing refer to sections where the filament must be extruded onto nothing but air, requiring precise temperature control and support structures to prevent sagging. Bridges, however, span between two supported points and rely on speed and cooling to maintain filament integrity without supports. The primary difference lies in the level of support and printing speed needed, with bridges typically demanding faster printing and effective cooling, while overhangs often require more robust support materials and careful angle management.
How Overhangs Affect Print Quality
Overhangs in 3D printing present a challenge as they extend beyond the previous layer without support, often causing drooping or sagging that negatively impacts surface quality. The steepness of an overhang angle directly influences print precision, with angles greater than 45 degrees typically requiring additional supports to maintain structural integrity. Poorly managed overhangs result in rough textures and dimensional inaccuracies, highlighting the importance of optimized printer settings and material selection to ensure high-quality prints.
Bridge Performance: Challenges and Solutions
Bridge performance in 3D printing often faces challenges such as sagging and stringing due to insufficient cooling and inadequate extrusion speed. Optimizing fan speed, print temperature, and layer height can significantly enhance the quality and strength of bridges. Using support structures or advanced slicing algorithms further mitigates drooping, ensuring cleaner and more precise bridge formations.
Best Design Practices for Overhangs
Designing overhangs in 3D printing requires careful consideration of angle limits, typically keeping overhang angles below 45 degrees to prevent sagging and ensure structural integrity. Utilizing support structures strategically enhances print quality, but minimizing supports through angle optimization reduces material use and post-processing. Incorporating gradual slopes and chamfers into overhang designs improves print success by facilitating better layer adhesion and reducing the risk of warping.
Techniques to Improve Bridging Results
Optimizing bridging in 3D printing involves adjusting print speed and cooling to prevent sagging during filament extrusion between two points. Increasing cooling fan speed solidifies the filament faster, while reducing print speed allows precise filament placement across gaps. Employing supports or modifying bridge angle can also enhance structural integrity and surface quality during bridging.
Support Strategies for Overhangs and Bridges
Effective support strategies for overhangs in 3D printing often involve using angled support structures that prevent sagging and maintain layer adhesion. Bridges benefit from precise cooling control and minimal support to reduce stringing while ensuring structural integrity across open gaps. Optimizing support placement and density enhances print quality and reduces post-processing effort for complex geometries.
Material Selection Impact on Overhangs and Bridges
Material selection critically impacts the quality of overhangs and bridges in 3D printing, with flexible filaments like TPU offering better bridging due to elasticity, while rigid materials such as PLA require slower print speeds and enhanced cooling for optimal results. High-temperature materials like ABS and PETG may cause warping on overhangs but provide superior strength for bridge spans when properly cooled and supported. Understanding the thermal and mechanical properties of each filament guides print settings to minimize sagging, stringing, and layer adhesion issues in complex geometries.
Troubleshooting Common Issues with Overhangs and Bridges
Overhangs in 3D printing often cause sagging or warping due to insufficient support, while bridges can experience drooping if cooling and print speed are not properly managed. Common troubleshooting methods include adjusting cooling fans to enhance layer solidification and modifying print speed to ensure material maintains shape during bridging. Optimizing layer height and using support structures significantly improves the print quality of both overhangs and bridges.
Overhang vs Bridge Infographic