Support material in 3D printing is essential for creating overhangs and complex structures by providing temporary scaffolding that prevents sagging or collapse during the print. Bridge printing relies on the printer's ability to extrude filament across gaps without support, requiring precise calibration to minimize drooping and stringing. Understanding the differences between support material and bridge techniques optimizes print quality and reduces material waste when producing intricate 3D pet models.
Table of Comparison
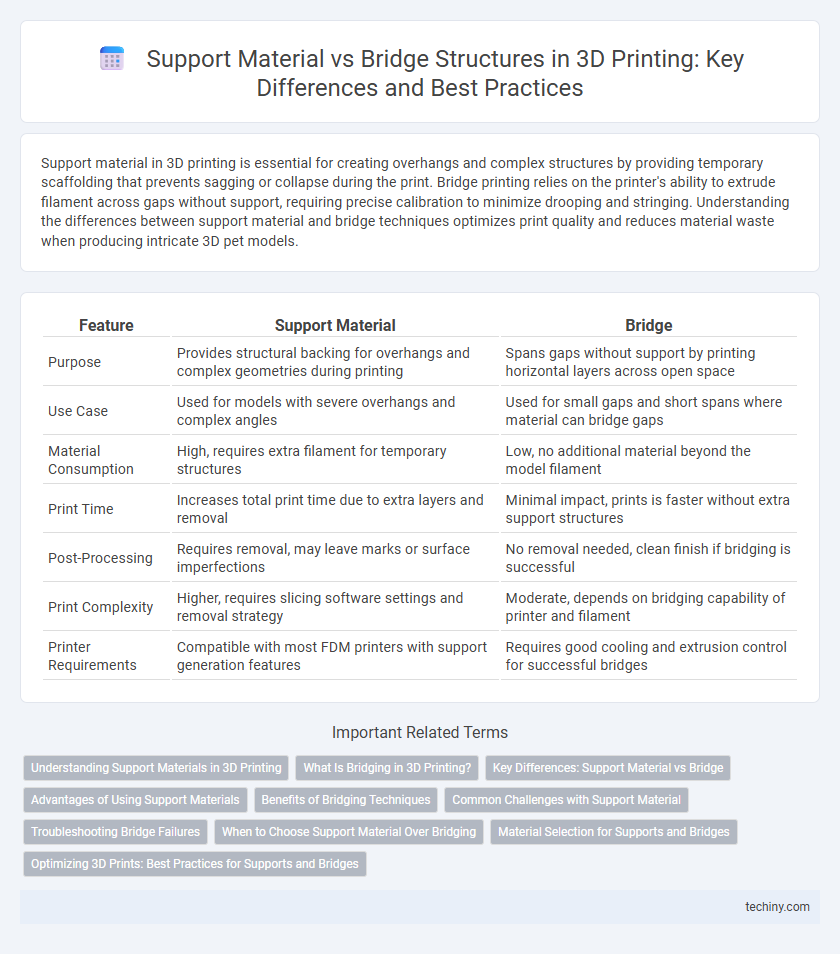
| Feature | Support Material | Bridge |
|---|---|---|
| Purpose | Provides structural backing for overhangs and complex geometries during printing | Spans gaps without support by printing horizontal layers across open space |
| Use Case | Used for models with severe overhangs and complex angles | Used for small gaps and short spans where material can bridge gaps |
| Material Consumption | High, requires extra filament for temporary structures | Low, no additional material beyond the model filament |
| Print Time | Increases total print time due to extra layers and removal | Minimal impact, prints is faster without extra support structures |
| Post-Processing | Requires removal, may leave marks or surface imperfections | No removal needed, clean finish if bridging is successful |
| Print Complexity | Higher, requires slicing software settings and removal strategy | Moderate, depends on bridging capability of printer and filament |
| Printer Requirements | Compatible with most FDM printers with support generation features | Requires good cooling and extrusion control for successful bridges |
Understanding Support Materials in 3D Printing
Support materials in 3D printing provide essential scaffolding for overhanging structures and complex geometries that cannot be printed in mid-air, ensuring print stability and accuracy. Unlike bridges, which are short spans printed without support by leveraging precise filament cooling and extrusion control, support materials physically uphold sections prone to sagging or collapsing during the print process. Optimizing support material usage enhances surface finish quality and reduces post-processing time by minimizing support removal challenges and material waste.
What Is Bridging in 3D Printing?
Bridging in 3D printing refers to the process where the printer extrudes filament across gaps between two points without additional support material underneath, creating horizontal spans. Successful bridging depends on factors such as filament type, print speed, cooling, and layer height to prevent sagging or drooping of the bridge. Unlike support material, which provides a temporary scaffold for overhangs, bridging requires the filament to self-support mid-air, enhancing print quality and reducing post-processing time.
Key Differences: Support Material vs Bridge
Support material in 3D printing is a sacrificial structure used to hold overhanging parts during the printing process, ensuring stability and preventing sagging or collapse. Bridges, on the other hand, refer to the printer's ability to span gaps between two points without additional support, relying on precise calibration and filament cooling to achieve clean, unsupported horizontal lines. The key difference lies in support material being an external scaffold added for difficult geometries, while bridges are features specifically designed to be printed without extra structural assistance.
Advantages of Using Support Materials
Support materials in 3D printing provide critical stability for complex geometries and overhangs that cannot be printed mid-air, ensuring precise layer adhesion and dimensional accuracy. Unlike bridges, which span gaps without direct support, support materials prevent sagging and warping by acting as a scaffold, especially in intricate designs with steep angles. This results in improved surface finish quality and reduces the risk of print failure, enabling more detailed and reliable 3D printed objects.
Benefits of Bridging Techniques
Bridging techniques in 3D printing minimize the need for support material by allowing filament to span gaps between two points, enhancing print speed and reducing post-processing cleanup. Utilizing bridging improves structural integrity and surface finish by eliminating contact with support structures, which can sometimes cause imperfections. This approach also lowers material costs and waste, contributing to more efficient and sustainable manufacturing processes.
Common Challenges with Support Material
Support material in 3D printing often presents challenges such as difficult removal, surface scarring, and increased print time. Inadequate support placement can lead to warping or collapse of overhangs, compromising print quality. Optimization of support structures is essential to minimize waste and ensure smooth bridging without failure.
Troubleshooting Bridge Failures
Bridge failures in 3D printing often result from inadequate cooling, incorrect extrusion settings, or insufficient bridging speed. Optimizing fan speed to enhance cooling and adjusting extrusion flow rate can significantly reduce sagging or stringing issues during bridge formation. Using specialized support material beneath challenging bridge spans improves structural stability and print quality by preventing filament drooping.
When to Choose Support Material Over Bridging
Choose support material over bridging when the overhang angle exceeds 45 degrees or the gap between two points is too wide to maintain structural integrity during the print. Support material is essential for complex geometries with significant overhangs or multiple layers needing stabilization to prevent sagging or deformation. Bridging suits smaller gaps under 10-15 mm where filament can span without physical backing, but support material ensures precision in more challenging print areas.
Material Selection for Supports and Bridges
Material selection for support and bridge structures in 3D printing is crucial to ensure structural integrity and surface quality. Support materials often require easy removability and compatibility with the main printing filament, such as PVA for PLA or HIPS for ABS, while bridge printing demands materials with strong layer adhesion and minimal warping, like PETG or nylon. Optimizing material choice enhances print success rates, reduces post-processing time, and improves overall part accuracy.
Optimizing 3D Prints: Best Practices for Supports and Bridges
Optimizing 3D prints requires understanding the distinct roles of support material and bridges; support material provides necessary scaffolding for overhangs exceeding 45 degrees, while bridges span gaps without additional support by relying on precise cooling and extrusion settings. Utilizing software to generate minimal yet effective supports reduces post-processing time and material waste, enhancing print quality. Properly tuning bridging speed, temperature, and fan settings ensures clean, droop-free spans, improving both structural integrity and surface finish in complex 3D models.
Support Material vs Bridge Infographic