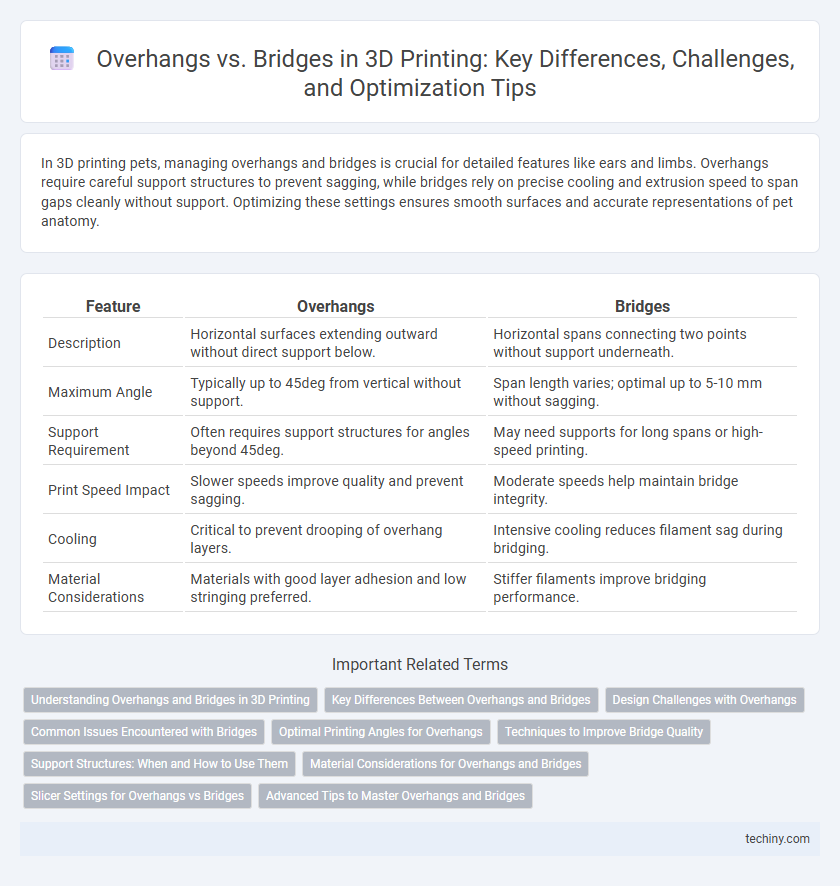
In 3D printing pets, managing overhangs and bridges is crucial for detailed features like ears and limbs. Overhangs require careful support structures to prevent sagging, while bridges rely on precise cooling and extrusion speed to span gaps cleanly without support. Optimizing these settings ensures smooth surfaces and accurate representations of pet anatomy.
Table of Comparison
| Feature | Overhangs | Bridges |
|---|---|---|
| Description | Horizontal surfaces extending outward without direct support below. | Horizontal spans connecting two points without support underneath. |
| Maximum Angle | Typically up to 45deg from vertical without support. | Span length varies; optimal up to 5-10 mm without sagging. |
| Support Requirement | Often requires support structures for angles beyond 45deg. | May need supports for long spans or high-speed printing. |
| Print Speed Impact | Slower speeds improve quality and prevent sagging. | Moderate speeds help maintain bridge integrity. |
| Cooling | Critical to prevent drooping of overhang layers. | Intensive cooling reduces filament sag during bridging. |
| Material Considerations | Materials with good layer adhesion and low stringing preferred. | Stiffer filaments improve bridging performance. |
Understanding Overhangs and Bridges in 3D Printing
Overhangs in 3D printing refer to sections of a model that extend outward without support beneath, typically requiring angles less than 45 degrees to print successfully without sagging. Bridges are horizontal structures supported at both ends, allowing filament to span gaps, but they demand optimized print speed, cooling, and layer height for quality results. Mastering the difference between overhangs and bridges is crucial for designing models that minimize print failures and require minimal support material.
Key Differences Between Overhangs and Bridges
Overhangs in 3D printing refer to layers that extend outward without support underneath, requiring precise cooling and printing speed control to avoid sagging. Bridges are horizontal structures printed between two supported points, relying on the printer's ability to span gaps with minimal drooping through optimized extrusion and cooling settings. The key difference lies in support; overhangs often need support structures, while bridges are designed to print unsupported across gaps.
Design Challenges with Overhangs
Designing overhangs in 3D printing presents significant challenges due to the lack of underlying support, often resulting in sagging or layer deformation. Overhangs exceeding 45 degrees typically require support structures to maintain print integrity, increasing material use and post-processing time. Optimizing overhang angles and integrating built-in support features can reduce print failures and improve surface quality in complex 3D models.
Common Issues Encountered with Bridges
Bridges often suffer from sagging and stringing due to insufficient support and inadequate cooling during 3D printing. Poor bridging can result from nozzle temperature being too high or print speed being too fast, causing filament to droop between gaps. Optimizing printer settings such as fan speed, layer height, and extrusion rate is crucial to improve bridge quality and prevent common defects in overhang structures.
Optimal Printing Angles for Overhangs
Optimal printing angles for overhangs typically range between 30 to 45 degrees to ensure robust layer adhesion and minimize support material usage. Overhangs printed within this angle threshold maintain structural integrity without sagging, unlike bridges that require precise cooling and shorter span lengths to prevent drooping. Adjusting nozzle temperature and print speed alongside these angles enhances print quality and reduces post-processing efforts.
Techniques to Improve Bridge Quality
Techniques to improve bridge quality in 3D printing include optimizing print speed and cooling settings to reduce sagging and ensure structural integrity. Utilizing support structures or employing specialized slicer settings like bridging compensation helps maintain dimensional accuracy and surface finish. Selecting appropriate filament materials with better bridging properties, such as PLA or PETG, further enhances overhang performance and overall print quality.
Support Structures: When and How to Use Them
Support structures are essential in 3D printing when dealing with overhangs exceeding 45 degrees or complex bridges that lack sufficient underlying material. Proper use of support materials prevents sagging and deformation, ensuring dimensional accuracy and surface quality in intricate parts. Optimizing support placement and removal techniques reduces post-processing time and material waste, enhancing overall print efficiency.
Material Considerations for Overhangs and Bridges
Material selection critically impacts the success of printing overhangs and bridges in 3D printing, with flexible filaments like TPU often requiring slower speeds and lower cooling to prevent sagging. PLA's rigid structure provides decent overhang performance but may need support structures for angles exceeding 45 degrees, while ABS benefits from heated beds and chambers to reduce warping during bridge printing. Optimizing print settings according to filament properties ensures better surface quality and structural integrity of overhangs and bridges.
Slicer Settings for Overhangs vs Bridges
Slicer settings for overhangs typically require reduced print speed and increased cooling to prevent sagging and ensure layer adhesion, while bridges benefit from higher cooling and optimized extrusion widths to maintain structural integrity across gaps. Adjusting fan speed and retraction settings helps manage filament flow for both features, minimizing stringing and warping issues. Layer height and print temperature also play critical roles in balancing overhang and bridge quality, ensuring smooth transitions and robust prints.
Advanced Tips to Master Overhangs and Bridges
Mastering overhangs and bridges in 3D printing requires precise calibration of print speed, cooling, and layer height to minimize sagging and improve structural integrity. Utilizing support materials strategically and optimizing extrusion temperature enhances print quality on complex geometries with steep angles. Advanced techniques such as tuning retraction settings and implementing adaptive layer heights contribute to successful overhang and bridging performance in detailed models.
Overhangs vs Bridges Infographic