Warping in 3D printing pets occurs when the edges of a print lift or deform due to uneven cooling, compromising the model's adherence to the build plate and overall shape. Stringing happens when thin, unwanted strands of filament form between printed sections, resulting from improper retraction settings or excessive nozzle temperature. Correcting warping involves optimizing bed adhesion and temperature control, while minimizing stringing requires fine-tuning retraction distance and speed.
Table of Comparison
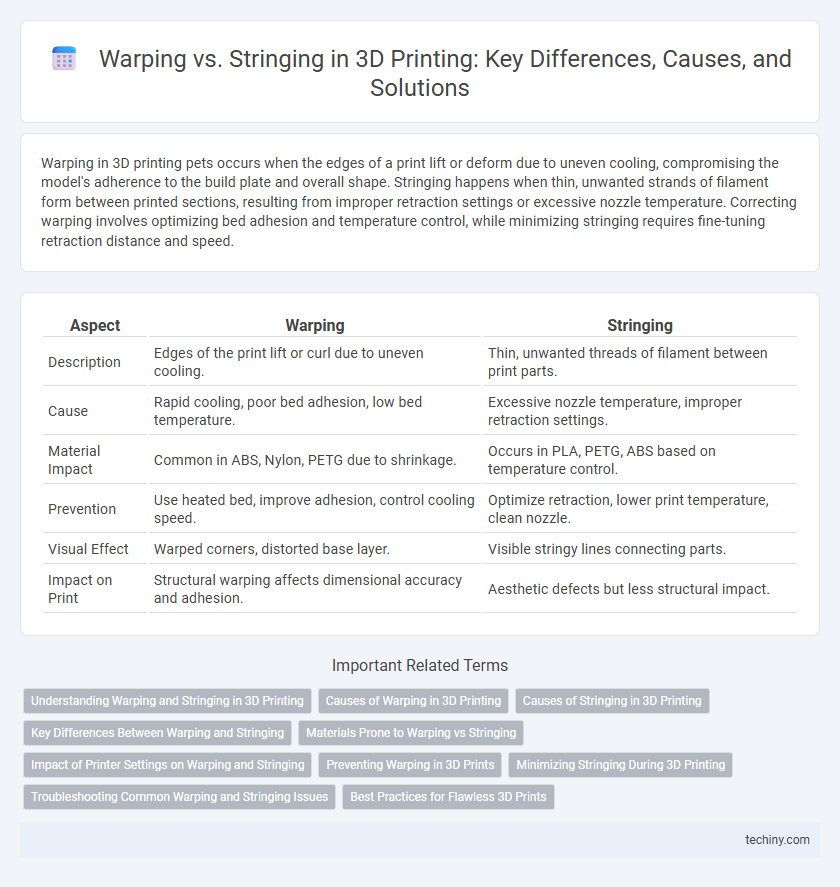
| Aspect | Warping | Stringing |
|---|---|---|
| Description | Edges of the print lift or curl due to uneven cooling. | Thin, unwanted threads of filament between print parts. |
| Cause | Rapid cooling, poor bed adhesion, low bed temperature. | Excessive nozzle temperature, improper retraction settings. |
| Material Impact | Common in ABS, Nylon, PETG due to shrinkage. | Occurs in PLA, PETG, ABS based on temperature control. |
| Prevention | Use heated bed, improve adhesion, control cooling speed. | Optimize retraction, lower print temperature, clean nozzle. |
| Visual Effect | Warped corners, distorted base layer. | Visible stringy lines connecting parts. |
| Impact on Print | Structural warping affects dimensional accuracy and adhesion. | Aesthetic defects but less structural impact. |
Understanding Warping and Stringing in 3D Printing
Warping in 3D printing occurs when the edges of a print lift due to uneven cooling, causing dimensional inaccuracies and adhesion problems. Stringing happens when small strands of filament are left between parts of a print due to oozing during nozzle travel, affecting surface quality. Controlling temperature settings, print speed, and retraction settings are essential to minimize warping and stringing for cleaner, more precise prints.
Causes of Warping in 3D Printing
Warping in 3D printing primarily occurs due to uneven cooling and shrinkage of the printed material, causing the edges to lift and deform. Factors such as low bed adhesion, rapid temperature drops, and incorrect print bed temperature settings contribute significantly to this issue. Using materials like ABS, which have higher thermal contraction rates, increases the likelihood of warping during the printing process.
Causes of Stringing in 3D Printing
Stringing in 3D printing occurs when small strands of filament are left behind as the nozzle moves between printed sections, primarily caused by insufficient retraction settings, high printing temperatures, and excessive travel speed. Retraction distance and speed must be optimized to pull the filament back into the nozzle, preventing oozing during non-print moves. Using the correct filament type and adjusting cooling settings also reduces stringing by maintaining ideal extrusion consistency.
Key Differences Between Warping and Stringing
Warping in 3D printing occurs when the edges of a print lift and distort due to uneven cooling, primarily caused by insufficient bed adhesion or temperature fluctuations. Stringing manifests as thin, unwanted filament strands between parts of a print, often resulting from improper retraction settings or excessive nozzle temperature. Understanding these key differences helps optimize print quality by addressing specific issues related to temperature, bed adhesion, and extrusion control.
Materials Prone to Warping vs Stringing
Materials prone to warping in 3D printing typically include ABS, polycarbonate, and nylon due to their high shrinkage rates during cooling, which causes layer separation and deformation. PETG and TPU are more susceptible to stringing, where fine strands of filament appear between print sections because of their lower viscosity and slower cooling properties. Optimizing print temperature, retraction settings, and bed adhesion techniques can significantly reduce warping in ABS and stringing in flexible or semi-flexible filaments like TPU and PETG.
Impact of Printer Settings on Warping and Stringing
Printer settings such as temperature, print speed, and retraction distance critically influence warping and stringing in 3D printing. Higher nozzle temperatures can exacerbate stringing by causing excessive filament oozing, while insufficient bed temperature or cooling can increase warping by causing uneven shrinkage. Optimizing retraction settings and maintaining consistent bed adhesion significantly reduce these defects, leading to smoother prints and improved dimensional accuracy.
Preventing Warping in 3D Prints
Preventing warping in 3D prints requires maintaining optimal bed adhesion through heated beds set between 50-70degC, depending on filament type such as PLA or ABS. Using materials like blue painter's tape or PEI sheets enhances surface grip while ensuring consistent ambient temperatures minimizes uneven cooling that causes warping. Applying brim or raft structures in slicing software further stabilizes the first layers, reducing edge lifting during the printing process.
Minimizing Stringing During 3D Printing
Minimizing stringing during 3D printing involves optimizing retraction settings, such as increasing retraction distance and speed to reduce oozing of filament between travel moves. Lowering printing temperature can also decrease stringing by preventing excessive melting of filament, which leads to fine threads. Using good-quality filament with consistent diameter and drying it before use further helps in reducing stringing artifacts for cleaner prints.
Troubleshooting Common Warping and Stringing Issues
Warping in 3D printing often occurs due to uneven cooling of the printed layers, causing the edges to lift from the print bed, while stringing arises when small strands of filament are left between printed sections due to improper retraction settings. To troubleshoot warping, ensure the print bed is properly leveled, heated to the recommended temperature, and use adhesion aids like brim or raft, while reducing cooling fan speed can help maintain layer adhesion. For stringing, optimize retraction distance and speed, lower printing temperature, and clean the nozzle regularly to minimize filament oozing during travel moves.
Best Practices for Flawless 3D Prints
To achieve flawless 3D prints, controlling warping involves maintaining a stable bed temperature between 60-70degC for PLA and using a heated enclosure for ABS to prevent uneven cooling. Stringing can be minimized by optimizing retraction settings, typically a retraction distance of 4-6 mm and a speed of 25-45 mm/s, alongside reducing printing temperature within the filament's recommended range. Consistent filament quality and proper nozzle maintenance further enhance print integrity by reducing inconsistencies that cause warping and stringing defects.
Warping vs Stringing Infographic