Linear Advance improves 3D printing quality by controlling filament pressure during extrusion, reducing oozing and blobbing in pet models. Retraction retracts filament to prevent stringing between printed parts, ensuring clean edges and fine details on pet figurines. Optimizing both settings enhances surface finish and dimensional accuracy, crucial for intricate 3D printed pets.
Table of Comparison
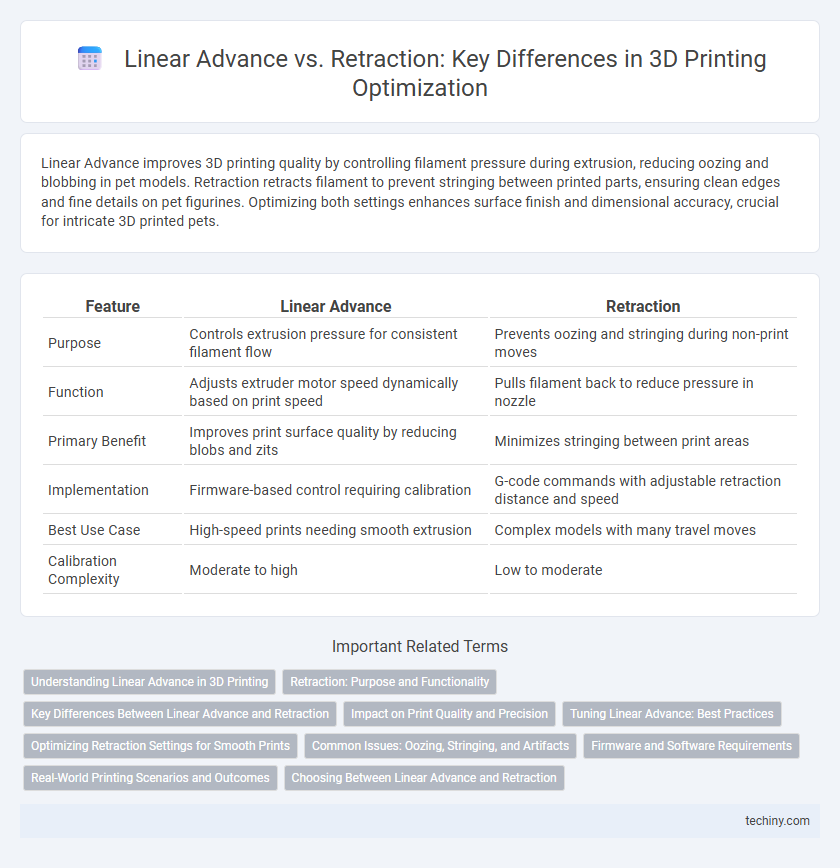
| Feature | Linear Advance | Retraction |
|---|---|---|
| Purpose | Controls extrusion pressure for consistent filament flow | Prevents oozing and stringing during non-print moves |
| Function | Adjusts extruder motor speed dynamically based on print speed | Pulls filament back to reduce pressure in nozzle |
| Primary Benefit | Improves print surface quality by reducing blobs and zits | Minimizes stringing between print areas |
| Implementation | Firmware-based control requiring calibration | G-code commands with adjustable retraction distance and speed |
| Best Use Case | High-speed prints needing smooth extrusion | Complex models with many travel moves |
| Calibration Complexity | Moderate to high | Low to moderate |
Understanding Linear Advance in 3D Printing
Linear Advance in 3D printing optimizes filament flow by compensating for pressure changes within the nozzle during speed variations, resulting in improved print quality and dimensional accuracy. Unlike retraction, which prevents stringing by pulling filament back during non-print moves, Linear Advance dynamically adjusts extrusion in real-time for consistent extrusion rates. Proper calibration of Linear Advance enhances surface finish and minimizes artifacts such as blobs and zits on prints.
Retraction: Purpose and Functionality
Retraction in 3D printing is a critical function designed to prevent oozing and stringing by pulling the filament back into the nozzle during non-print moves. This process helps maintain clean edges and precise details by reducing excess material deposition. Proper tuning of retraction distance and speed directly influences print quality, minimizing defects and improving surface finish.
Key Differences Between Linear Advance and Retraction
Linear Advance controls the pressure in the nozzle by adjusting the extruder motor's speed to reduce filament oozing and improve print quality during acceleration and deceleration phases. Retraction involves pulling the filament back slightly to prevent stringing and blobs when the print head moves between different sections without extruding. The key difference lies in Linear Advance optimizing extrusion flow dynamically, whereas Retraction primarily prevents filament leakage during travel moves.
Impact on Print Quality and Precision
Linear Advance improves print quality by compensating for pressure buildup in the nozzle, resulting in precise extrusion and sharper details. Retraction minimizes stringing and oozing by pulling filament back during non-print moves, enhancing surface finish and reducing blobs. Balancing Linear Advance and Retraction settings is crucial to achieve optimal dimensional accuracy and smooth, clean prints.
Tuning Linear Advance: Best Practices
Tuning Linear Advance in 3D printing enhances print quality by controlling filament pressure and extrusion flow during acceleration and deceleration phases, reducing artifacts like blobs and stringing. Implementing precise steps involves calibrating the K-factor, which determines the amount of advance based on filament type and printer mechanics. Optimal Linear Advance tuning, combined with correct retraction settings, ensures smoother surfaces and improved dimensional accuracy in complex prints.
Optimizing Retraction Settings for Smooth Prints
Optimizing retraction settings in 3D printing is crucial for minimizing stringing and oozing, ensuring smooth surface finishes and precise details. Linear Advance adjusts extrusion pressure to compensate for acceleration changes, but fine-tuning retraction distance and speed directly controls filament withdrawal, preventing blobs and gaps. Balancing retraction parameters with printer-specific hardware and filament type enhances print quality and reduces post-processing efforts.
Common Issues: Oozing, Stringing, and Artifacts
Linear Advance improves extrusion control by compensating for pressure buildup in the nozzle, reducing issues like oozing and stringing commonly seen with inconsistent flow. Retraction pulls filament back into the nozzle to minimize stringing between separate print moves, but improper settings can cause under-extrusion or blobs, leading to surface artifacts. Balancing Linear Advance and Retraction parameters is crucial to optimize print quality and eliminate defects such as residual strings and uneven surfaces.
Firmware and Software Requirements
Linear Advance requires precise firmware calibration to dynamically adjust extrusion speed, ensuring consistent material flow during acceleration and deceleration phases. Retraction demands both firmware and slicing software support to effectively reverse filament movement, minimizing stringing and oozing during non-print moves. Adequate firmware configurations and compatible slicing profiles are essential for optimizing print quality with both Linear Advance and Retraction techniques.
Real-World Printing Scenarios and Outcomes
Linear advance enhances print quality by precisely calibrating filament pressure, preventing issues like blobbing and stringing during acceleration and deceleration phases. Retraction minimizes filament oozing by pulling back filament during travel moves, reducing stringing between printed sections but may cause under-extrusion if overused. In real-world printing, balancing linear advance settings with optimized retraction distances and speeds ensures cleaner prints with improved surface finish and dimensional accuracy.
Choosing Between Linear Advance and Retraction
Choosing between Linear Advance and Retraction in 3D printing depends on the specific issue you want to address: Linear Advance improves extrusion consistency and reduces pressure build-up during printing, enhancing print quality in high-speed or pressure-sensitive models. Retraction focuses on minimizing stringing and oozing by pulling filament back during travel moves, crucial for prints with complex geometries or multiple disconnected islands. Evaluating the print's design complexity and filament behavior helps determine whether adjusting extrusion pressure with Linear Advance or controlling filament travel with Retraction offers better results.
Linear Advance vs Retraction Infographic