Direct metal laser sintering (DMLS) fuses metal powder layer by layer using a laser to create robust, intricate pet accessories with fine details. Selective laser melting (SLM) fully melts the metal powder, resulting in denser and stronger prints ideal for durable pet products like customized collars or tags. Both technologies offer precision, but SLM provides superior mechanical properties, making it better suited for functional pet gear requiring high strength and durability.
Table of Comparison
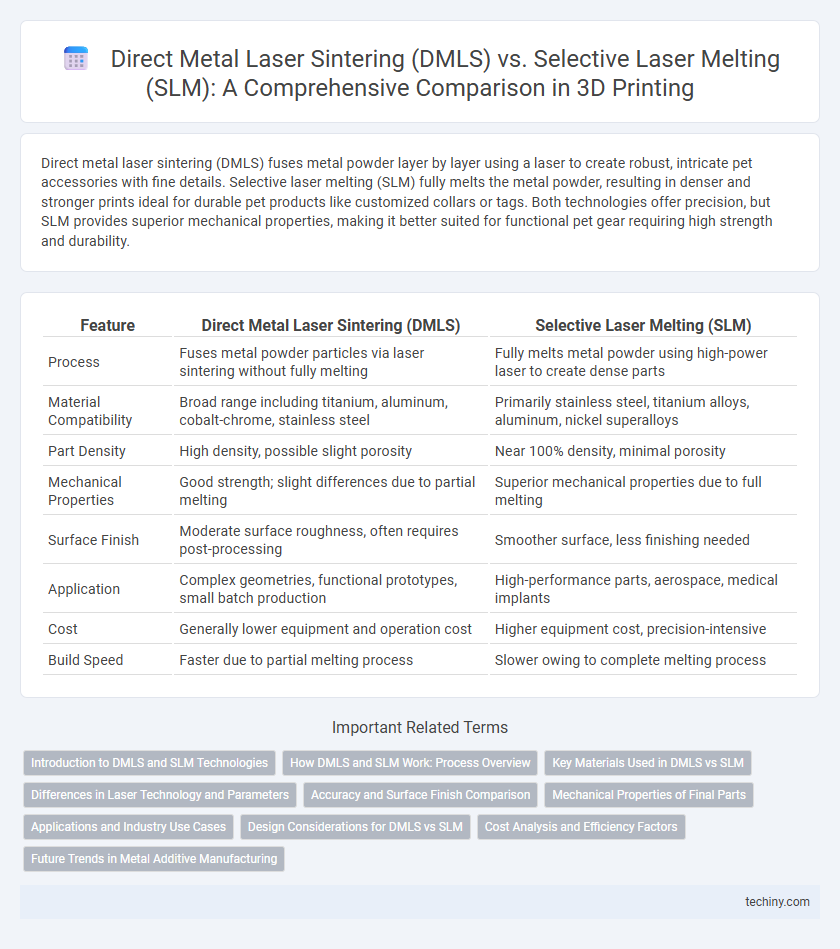
| Feature | Direct Metal Laser Sintering (DMLS) | Selective Laser Melting (SLM) |
|---|---|---|
| Process | Fuses metal powder particles via laser sintering without fully melting | Fully melts metal powder using high-power laser to create dense parts |
| Material Compatibility | Broad range including titanium, aluminum, cobalt-chrome, stainless steel | Primarily stainless steel, titanium alloys, aluminum, nickel superalloys |
| Part Density | High density, possible slight porosity | Near 100% density, minimal porosity |
| Mechanical Properties | Good strength; slight differences due to partial melting | Superior mechanical properties due to full melting |
| Surface Finish | Moderate surface roughness, often requires post-processing | Smoother surface, less finishing needed |
| Application | Complex geometries, functional prototypes, small batch production | High-performance parts, aerospace, medical implants |
| Cost | Generally lower equipment and operation cost | Higher equipment cost, precision-intensive |
| Build Speed | Faster due to partial melting process | Slower owing to complete melting process |
Introduction to DMLS and SLM Technologies
Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM) are advanced 3D printing technologies that utilize high-powered lasers to fuse metal powder into solid structures. DMLS sinters metal particles just below their melting point, creating parts with excellent mechanical properties and fine detail, while SLM fully melts the powder to form denser, stronger components with superior tensile strength. Both methods enable the fabrication of complex geometries directly from CAD data, revolutionizing aerospace, automotive, and medical manufacturing with precision metal parts.
How DMLS and SLM Work: Process Overview
Direct metal laser sintering (DMLS) and selective laser melting (SLM) both utilize high-powered lasers to fuse metal powder layer by layer, enabling the creation of complex geometries directly from CAD data. DMLS operates by sintering metal particles just below their melting point to create solid structures, while SLM completely melts the metal powder, resulting in fully dense parts with minimal porosity. The layer-by-layer approach in both processes ensures precision and customization, with DMLS often used for alloys that require sintering and SLM preferred for applications demanding higher mechanical properties and material density.
Key Materials Used in DMLS vs SLM
Direct metal laser sintering (DMLS) primarily utilizes metal alloys such as titanium, aluminum, and stainless steel powders with a controlled particle size to ensure optimal sintering. Selective laser melting (SLM) employs similar metal powders but requires highly spherical particles and pure metals for complete melting and fusion. The key distinction lies in powder characteristics and purity, influencing the mechanical properties and density of the final 3D printed components.
Differences in Laser Technology and Parameters
Direct metal laser sintering (DMLS) uses a laser to fuse powdered metal particles below their melting point, creating a solid structure through sintering, while selective laser melting (SLM) fully melts the metal powder, resulting in a denser and stronger part. DMLS typically employs lower laser power and slower scan speeds to control the thermal profile, whereas SLM requires higher laser power and faster scanning to achieve complete melting and fusion. The different laser parameters in DMLS and SLM directly impact the microstructure, mechanical properties, and surface finish of the final 3D printed metal components.
Accuracy and Surface Finish Comparison
Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM) differ primarily in their fusion processes, impacting accuracy and surface finish. DMLS typically offers slightly lower accuracy due to partial melting, resulting in rougher surface finishes that often require post-processing. SLM achieves higher accuracy and finer surface finishes by fully melting metal powders, producing denser and smoother parts ideal for precision applications.
Mechanical Properties of Final Parts
Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM) produce metal parts with distinct mechanical properties due to differences in microstructure and density. SLM typically yields parts with higher density and superior tensile strength, thanks to complete melting and fusion of metal powders, whereas DMLS often results in slightly lower density and mechanical strength due to partial sintering. Both methods offer excellent mechanical performance for aerospace and medical applications, but SLM tends to provide better fatigue resistance and isotropic properties critical for high-stress environments.
Applications and Industry Use Cases
Direct Metal Laser Sintering (DMLS) is widely used in aerospace and medical industries for producing complex, high-strength components with intricate geometries and minimal post-processing. Selective Laser Melting (SLM) is favored in automotive and tooling sectors due to its ability to produce fully dense metal parts with excellent mechanical properties and surface finish. Both technologies enable rapid prototyping and low-volume production, enhancing design flexibility and reducing lead times in advanced manufacturing.
Design Considerations for DMLS vs SLM
Direct Metal Laser Sintering (DMLS) allows for more complex geometries with partial melting enabling fine detail and microstructures, while Selective Laser Melting (SLM) produces fully melted parts offering superior mechanical properties and density. DMLS requires design considerations for support structures and shrinkage compensation due to the sintering process, whereas SLM designs must account for residual stresses and thermal distortion to maintain dimensional accuracy. Understanding material properties and heat management is critical in optimizing part performance and surface finish in both DMLS and SLM technologies.
Cost Analysis and Efficiency Factors
Direct Metal Laser Sintering (DMLS) typically offers lower initial machine costs and reduced energy consumption compared to Selective Laser Melting (SLM), making it more cost-effective for low to medium volume production runs. SLM provides higher material density and superior mechanical properties, which can improve efficiency in applications requiring high precision and durability, but often incurs higher operational expenses and longer post-processing times. Evaluating the cost-benefit of DMLS versus SLM depends on factors such as production volume, material requirements, and desired part performance, influencing overall manufacturing efficiency and return on investment.
Future Trends in Metal Additive Manufacturing
Direct metal laser sintering (DMLS) and selective laser melting (SLM) remain pivotal technologies in metal additive manufacturing, with ongoing advancements focusing on improving material properties and production scalability. Future trends include the integration of AI-driven process monitoring and control systems to enhance precision and reduce defects across complex geometries. The expansion of multi-material printing capabilities and novel alloy development will further drive adoption in aerospace, automotive, and medical industries, enabling lighter, stronger, and more customized metal components.
Direct metal laser sintering (DMLS) vs Selective laser melting (SLM) Infographic