Blobbing in 3D printing pet parts occurs when excess filament oozes out, creating unsightly lumps on the surface, while stringing results in fine, hair-like threads between separate sections. Effective temperature and retraction settings are crucial to minimizing both issues, ensuring smooth, clean prints. Regular nozzle maintenance also helps prevent filament buildup that leads to blobbing and stringing artifacts.
Table of Comparison
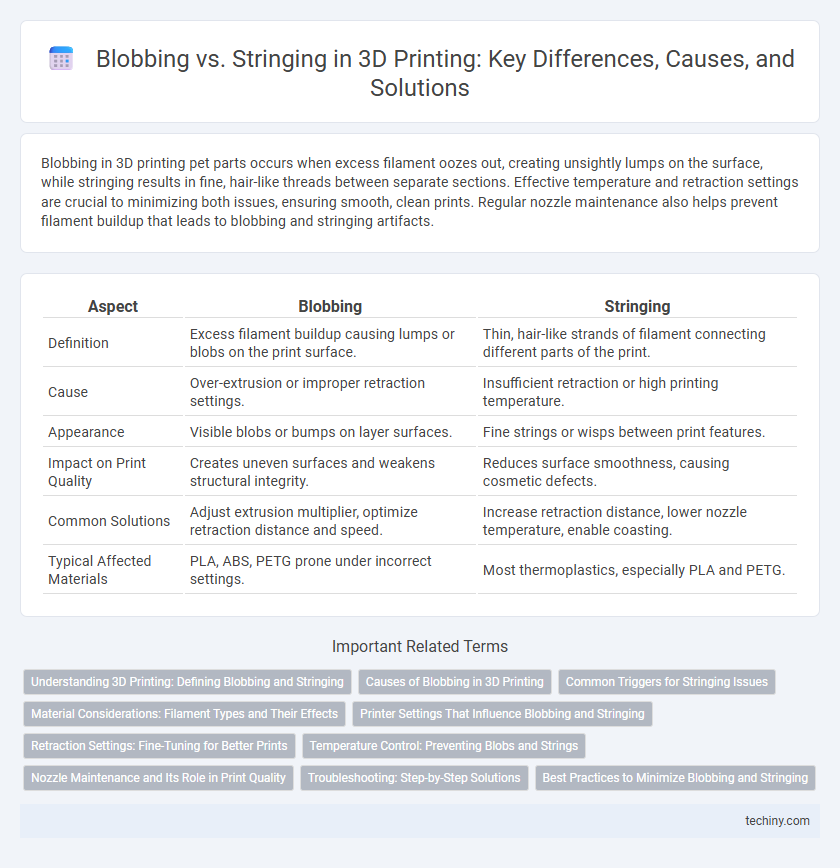
| Aspect | Blobbing | Stringing |
|---|---|---|
| Definition | Excess filament buildup causing lumps or blobs on the print surface. | Thin, hair-like strands of filament connecting different parts of the print. |
| Cause | Over-extrusion or improper retraction settings. | Insufficient retraction or high printing temperature. |
| Appearance | Visible blobs or bumps on layer surfaces. | Fine strings or wisps between print features. |
| Impact on Print Quality | Creates uneven surfaces and weakens structural integrity. | Reduces surface smoothness, causing cosmetic defects. |
| Common Solutions | Adjust extrusion multiplier, optimize retraction distance and speed. | Increase retraction distance, lower nozzle temperature, enable coasting. |
| Typical Affected Materials | PLA, ABS, PETG prone under incorrect settings. | Most thermoplastics, especially PLA and PETG. |
Understanding 3D Printing: Defining Blobbing and Stringing
Blobbing in 3D printing occurs when excess filament accumulates at specific points, causing unsightly lumps and surface imperfections. Stringing happens when thin strands of filament, also known as "hair-like" strings, connect separate parts of a print due to improper retraction settings or excessive nozzle temperature. Understanding the differences between blobbing and stringing is crucial for optimizing print quality and achieving smooth, detailed surfaces.
Causes of Blobbing in 3D Printing
Blobbing in 3D printing occurs primarily due to excessive filament extrusion at the start or end of a print move, causing molten material to accumulate and form unwanted blobs. This issue is often caused by high nozzle temperatures, improper retraction settings, or slowed print speeds that allow filament to ooze uncontrollably. Calibrating retraction distance, reducing nozzle temperature, and optimizing travel speed can significantly reduce blobbing and improve print surface quality.
Common Triggers for Stringing Issues
Stringing in 3D printing commonly occurs due to excessive nozzle temperature, which causes filament to ooze uncontrollably during travel moves. Retraction settings that are insufficient or improperly calibrated fail to pull back enough filament, leading to thin strands forming between parts. High print speed and low travel speed also contribute by not allowing the filament to solidify quickly, increasing the risk of unwanted string formation.
Material Considerations: Filament Types and Their Effects
Different filament types significantly influence blobbing and stringing in 3D printing, with PLA generally producing minimal stringing due to its low melting temperature and viscosity. PETG tends to cause more stringing compared to PLA because of its higher stickiness and prolonged oozing during retraction. ABS requires precise temperature control to reduce blobbing, as excessive heat can increase filament flow, leading to more pronounced blobs.
Printer Settings That Influence Blobbing and Stringing
Printer settings such as retraction distance and speed are critical in reducing blobbing and stringing during 3D printing, with proper calibration minimizing excess filament oozing and subsequent spool artifacts. Temperature control also plays a vital role; lower nozzle temperatures can help prevent filament from becoming overly fluid, thereby reducing stringing, while excessive temperatures often lead to increased blobbing. Adjusting print speed settings along with optimizing travel movements further influences the precision of filament deposition, enhancing overall print quality by limiting unwanted material accumulation.
Retraction Settings: Fine-Tuning for Better Prints
Retraction settings are crucial in minimizing blobbing and stringing in 3D printing by controlling the filament's withdrawal during non-print moves. Fine-tuning parameters such as retraction distance and speed helps prevent excess filament from oozing, reducing blobs and thin strings between printed segments. Optimizing these settings for specific materials and printer models significantly improves surface quality and overall print precision.
Temperature Control: Preventing Blobs and Strings
Precise temperature control is critical in 3D printing to prevent blobbing and stringing, common defects caused by filament overheating or underheating. Blobbing occurs when excessive heat causes molten filament to ooze uncontrollably, creating unwanted blobs on the print surface. Stringing results from filament leakage during travel moves at too high temperatures, leading to fine threads between printed parts, which can be minimized by optimizing extrusion temperature and retraction settings.
Nozzle Maintenance and Its Role in Print Quality
Nozzle maintenance is crucial in preventing blobbing and stringing during 3D printing because a clean nozzle ensures consistent filament flow and accurate extrusion. Regular cleaning and proper temperature settings minimize filament oozing and buildup, which are primary causes of surface defects and weak print layers. Implementing routine nozzle checks and timely replacements directly enhances print quality by reducing imperfections associated with extrusion inconsistencies.
Troubleshooting: Step-by-Step Solutions
Blobbing occurs when excess filament extrudes at layer changes, causing unwanted lumps, while stringing results from filament oozing during travel moves, creating thin threads between parts. To troubleshoot blobbing, reduce retraction distance and speed, calibrate extrusion temperature, and enable coasting in slicer settings. Stringing can be minimized by increasing retraction settings, lowering print temperature, and optimizing travel paths to avoid unnecessary movements.
Best Practices to Minimize Blobbing and Stringing
Optimal retraction settings significantly reduce blobbing and stringing by controlling filament flow during travel moves. Maintaining a consistent nozzle temperature within the recommended range prevents excessive melting and oozing, thereby minimizing defects. Utilizing high-quality filament with appropriate moisture levels ensures smoother extrusion and less stringing in 3D prints.
Blobbing vs Stringing Infographic