Under-extrusion occurs when a 3D printer deposits insufficient filament, resulting in weak, incomplete prints with gaps and poor layer adhesion. Over-extrusion happens when too much filament is extruded, causing blobs, stringing, and loss of detail in pet models. Balancing extrusion settings ensures precise, sturdy prints that capture fine features and durability for customized 3D printed pet items.
Table of Comparison
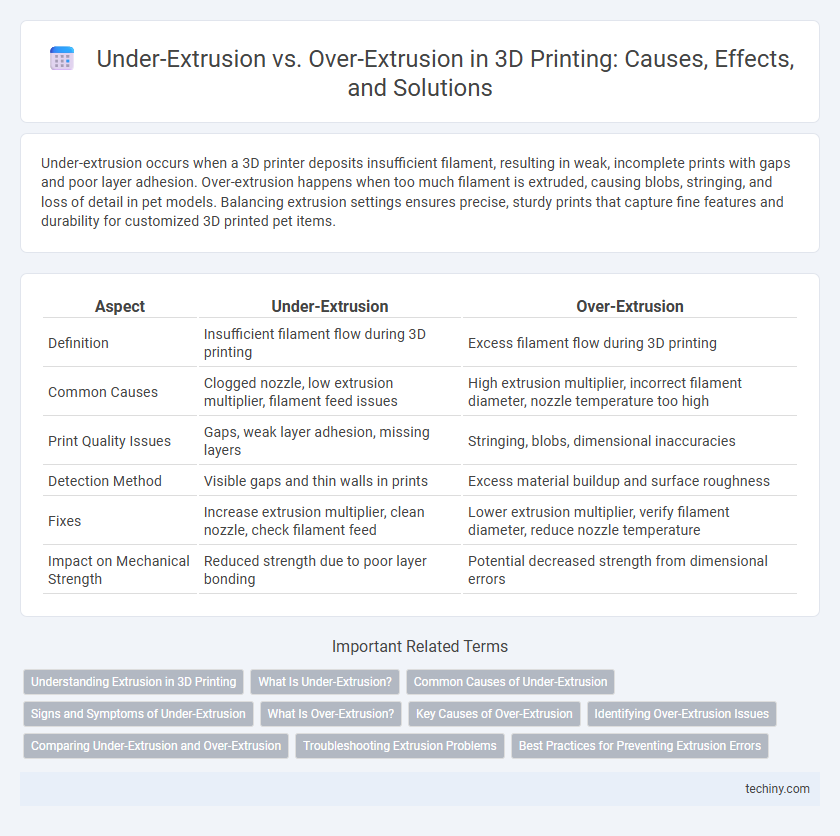
| Aspect | Under-Extrusion | Over-Extrusion |
|---|---|---|
| Definition | Insufficient filament flow during 3D printing | Excess filament flow during 3D printing |
| Common Causes | Clogged nozzle, low extrusion multiplier, filament feed issues | High extrusion multiplier, incorrect filament diameter, nozzle temperature too high |
| Print Quality Issues | Gaps, weak layer adhesion, missing layers | Stringing, blobs, dimensional inaccuracies |
| Detection Method | Visible gaps and thin walls in prints | Excess material buildup and surface roughness |
| Fixes | Increase extrusion multiplier, clean nozzle, check filament feed | Lower extrusion multiplier, verify filament diameter, reduce nozzle temperature |
| Impact on Mechanical Strength | Reduced strength due to poor layer bonding | Potential decreased strength from dimensional errors |
Understanding Extrusion in 3D Printing
Understanding extrusion in 3D printing is essential for achieving precise and high-quality prints, where under-extrusion occurs when the printer deposits insufficient filament, leading to gaps and weak layers, while over-extrusion results from excess filament causing blobs and stringing. Proper calibration of extrusion multiplier and nozzle temperature ensures optimized filament flow, directly impacting layer adhesion and surface finish. Monitoring extrusion behavior with tools like flow rate tests and visual inspections helps in diagnosing and correcting these common issues effectively.
What Is Under-Extrusion?
Under-extrusion in 3D printing occurs when the printer deposits less filament than required, resulting in gaps, weak layers, and poor surface quality. This issue often stems from clogged nozzles, incorrect filament diameter settings, or insufficient extrusion temperature. Proper calibration and maintenance of the extruder and nozzle help prevent under-extrusion and ensure consistent print quality.
Common Causes of Under-Extrusion
Common causes of under-extrusion in 3D printing include clogged or partially blocked nozzles, incorrect filament diameter settings, and insufficient extrusion temperature. Mechanical issues such as a worn-out or slipping extruder gear can reduce filament flow, while a poorly calibrated extrusion multiplier or inadequate retraction settings also contribute to inconsistent material deposition. Understanding these factors helps optimize print quality and prevent defects like gaps, sparse layers, and weak infill.
Signs and Symptoms of Under-Extrusion
Under-extrusion in 3D printing manifests as gaps between filament lines, weak layer adhesion, and surface roughness, resulting in a fragile and incomplete print. Common signs include thin, inconsistent layers, missing sections, and underfilled areas leading to structural weakness. Detecting these symptoms early helps prevent print failures and ensures optimal extrusion settings are maintained.
What Is Over-Extrusion?
Over-extrusion in 3D printing occurs when the printer deposits more filament than required, leading to excess material on the print surface. This issue causes defects such as blobs, stringing, and dimensional inaccuracies in printed parts. Proper calibration of extrusion multiplier and print settings is essential to prevent over-extrusion and achieve high-quality prints.
Key Causes of Over-Extrusion
Over-extrusion in 3D printing often results from incorrect filament diameter settings, excessive flow rate, or high printing temperature, causing excess filament to be deposited. Firmware misconfigurations, such as improper steps per millimeter calibration, also contribute significantly to over-extrusion problems. Addressing these factors is crucial for achieving precise layer deposition and improving print quality.
Identifying Over-Extrusion Issues
Over-extrusion in 3D printing is characterized by excess filament being deposited, leading to blobs, stringing, and widened print lines. Identifying these issues involves closely inspecting printed layers for surface roughness, dimensional inaccuracies, and nozzle leakage signs. Adjusting extrusion multiplier settings and verifying filament diameter can effectively reduce over-extrusion problems.
Comparing Under-Extrusion and Over-Extrusion
Under-extrusion in 3D printing occurs when insufficient filament is deposited, causing gaps and weak layer adhesion, while over-extrusion leads to excess filament that creates blobs and dimensional inaccuracies. Optimizing extrusion settings such as flow rate and temperature is crucial to balance filament output and achieve precise prints. Both issues impact print quality, but under-extrusion primarily reduces structural integrity, whereas over-extrusion compromises surface finish.
Troubleshooting Extrusion Problems
Under-extrusion causes weak, incomplete prints due to insufficient filament flow, often resolved by checking nozzle clogs, filament diameter, and extruder tension. Over-extrusion results in blobs and rough surfaces by pushing excessive filament, typically fixed by calibrating the extrusion multiplier and adjusting print speed. Precise tuning of extrusion settings ensures consistent filament deposition and improves print quality.
Best Practices for Preventing Extrusion Errors
Calibrating the extrusion multiplier and flow rate settings is essential to prevent under-extrusion and over-extrusion in 3D printing, ensuring consistent filament flow and optimal print quality. Regularly cleaning the nozzle and checking for partial clogs help maintain smooth filament extrusion and avoid weak or overfilled layers. Using high-quality filament and verifying proper filament diameter calibration further reduce the risk of extrusion errors and improve dimensional accuracy.
Under-extrusion vs Over-extrusion Infographic